
Виды токарных станков.
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.

Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
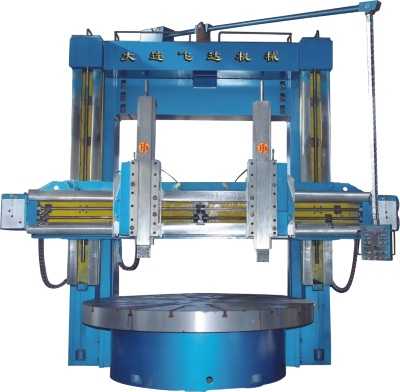
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.

Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.

По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.

Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
разновидности, устройство, рекомендации по выбору
 Как известно, работа с металлом требует определённых навыков и специального оборудования. Так, изготовление металлических изделий разной формы может производиться только на токарных станках по металлу. Однако перед эксплуатацией или починки в случае поломки, необходимо ознакомиться с устройством данного агрегата.
Как известно, работа с металлом требует определённых навыков и специального оборудования. Так, изготовление металлических изделий разной формы может производиться только на токарных станках по металлу. Однако перед эксплуатацией или починки в случае поломки, необходимо ознакомиться с устройством данного агрегата.
Предназначение и разновидности токарных станков
Основная задача любого токарного станка — изготовление металлической детали необходимой формы. В этом специалисту помогают различные рычаги и крепления, расположенные на устройстве. Благодаря им, домашний мастер может без труда провести внутреннюю или наружную резьбу, изготовить сложные изделия или просто обработать заготовку.
Существует 2 разновидности токарных станков — это бытовые (домашние) и производственные изделия. Первый вариант представляет собой уменьшенную копию своего собрата с некоторыми ограничениями в функциональности. Вторая же разновидность устройств предназначена для работы с металлом на крупных предприятиях, где ежедневно изготавливается множество изделий различной формы.
Домашние устройства прежде всего отличаются габаритами. Но несмотря на ограниченную функциональность, их рабочий потенциал расположен на высоком уровне. Конечно, из-за своих размеров они могут работать только с небольшими заготовками, но в домашних условиях этого вполне достаточно.
Устройство токарного станка
 В каждом изделии для работы с металлом имеется несколько важных деталей:
В каждом изделии для работы с металлом имеется несколько важных деталей:
- Станина.
- Передняя бабка.
- Задняя бабка.
- Шпиндель.
- Суппорт.
- Электросхема и электродвигатель.
Именно на них основывается работа токарного станка, поэтому данные компоненты следует рассмотреть более подробно.
Станина
Станину можно сравнить с материнской платой, что установлена в ПК. Именно на этот элемент тем или иным образом крепятся остальные детали. Поэтому станину можно смело называть базой токарного станка по металлу.
Форма данного элемента представляет собой своеобразный пролёт моста, который установлен на двух основаниях, соединяющихся между собой, и деталью с продольными стенками. Такая конструкция обеспечивает жёсткость установки и движение некоторых деталей при необходимости.
Устройство передней бабки
На левом конце станины имеется деталь, называющаяся передней бабкой. Данный элемент всегда имеет одну и ту же форму. Основная функция — придание заготовке вращение и удержание её во время работы. Соответственно, при необходимости скорость вращения должна регулироваться.
За это отвечает коробка скоростей, устанавливаемая на переднюю бабку. Благодаря рычагам, мастер может задать необходимую скорость оборотов шпиндельного узла. Узел подаёт сигнал на шпиндель, который вращается благодаря подшипникам.
Шпиндельный узел передней бабки — один из наиболее важных элементов. Низкое качество этой детали или выход из строя не дадут возможности обработать заготовку должным образом. Прямолинейность же и параллельность работы можно узнать по крайним направляющим станины.
Конструкция задней бабки
Компонент, именуемый задней бабкой, отвечает за фиксацию заготовок при их помещении в обработочный центр токарного станка. Также на неё можно закрепить различные инструменты и приспособления (свёрла, метчики, развёртки и т. д.). В отличие от передней бабки, задняя деталь может иметь несколько разновидностей. Например, на одних моделях имеется обычный, а на других — встроенный вращающийся центр.
Если на заднюю бабку установлен обычный центр, то корпус монтируется на специальную плиту, которая, в свою очередь, устанавливается на направляющие. При этом в корпусе токарного станка по работе с металлом делается отверстие, по которому движутся пиноль и гайка.
Встроенные вращающиеся центры чаще всего устанавливаются на изделия с ускоренной обработкой металла. Из-за этого меняется форма и конструкция задней бабки токарного станка. Так, основные изменения будут в пиноли, где появится отверстие с подшипниками и коническими роликами. Именно в это отверстие будет установлен центр.
Осевое усилие при обработке металла берёт на себя упорный шарикоподшипник. Однако если втулка соединяется с пинолью специальным стопорящим приспособлением, вращения не будет. Это следует учитывать при выборе токарного станка по работе с металлом.
Описание шпинделя
Шпиндель — это резьбовой вал, имеющий отверстие в виде конуса. Важность данного элемента обосновывается тем, что многие компоненты токарного станка созданы именно для работы шпинделя. Отверстие в нём сделано для крепления различных инструментов, переднего центра и оправок.
Если данный элемент выходит из строя, обработка металла становится невозможной. Поэтому качество и исправность данного изделия — важный параметр для работы на токарном станке. Проверять наличие люфтов или лёгкой слабины необходимо постоянно.
Устройство суппорта
Эта деталь обеспечивает движение резцедержателя. При этом перемещение относительно оси может быть:
- Продольным.
- Поперечным.
- Наклонным.
Движение обеспечивается благодаря т. н. салазкам, которые устанавливаются на станину. Резцовые же головки фиксируются сверху суппорта.
Электросхема и электродвигатель
Работа всего устройства возложена на электрические компоненты, установленные в корпусе токарного станка. Как известно, электросхемы нужны для подключения, подачи и регулирования тока на определённые детали. В токарном же станке электрическая схема обычно работает от двигателя, имеющего короткозамкнутый ротор.
Электродвигатель приводит в движение все компоненты агрегата. Определённые разновидности могут иметь несколько скоростей и, соответственно, регулировку оборотов. Благодаря этому можно более эффективно работать с металлом.
Рекомендации по выбору
Токарный станок — вещь недешёвая. Поэтому перед приобретением в первую очередь необходимо чётко обозначить бюджет и требуемую функциональность. Исходя из этого можно приступать к выбору модели.
Сразу стоит отметить, что не рекомендуется брать устройства для бытового пользования, которые уже были в употреблении. Однако если бюджет сильно ограничен, можно рискнуть. Главное, перед покупкой необходимо как следует протестировать устройство.
Итак, при выборе следует акцентировать внимание на следующих моментах:
- Тип токарного станка. В большинстве случаев вполне достаточно бытового (домашнего) типа. Однако если обработка заготовок будет проводиться ежедневно и в больших объёмах, рекомендуется обратить внимание на промышленные модели.
- Питающее напряжение. Наилучший вариант — приобретать изделия, работающие не от трёхфазной сети.
- Мощность. Для работы в домашних условиях вполне хватит станка с мощность в 1 кВт.
- Габариты. Громоздкое и тяжёлое оборудование наверняка придётся размещать на специальном укреплённом столе. Поэтому чем эргономичнее устройство — тем лучше. Конечно, не в ущерб функциональности.
- Максимальный диаметр обработки. От данного параметра зависят общие возможности по обработке заготовок.
- Дополнительные приспособления, расширяющие функциональность токарного станка.
- Наличие автоматического движения суппорта. Мастера токарного дела очень рекомендуют приобретать модели, где имеется автоматическое перемещение этого элемента.
- Количество рычагов и маркировка. Как правило, чем больше этих элементов — тем лучше. Однако также рекомендуется акцентировать внимание на наличие градиентной шкалы у рычагов, чтобы была возможность регулировки.
Стоит сказать, что среди подобных изделий лидирует отечественный станок «Корвет». Данная модель достаточно давно завоевала популярность и уверенно удерживает первое место по соотношению цена — качество.
Несколько советов по обслуживанию
Чем чаще использовать устройство, тем больше оно изнашивается. Продлить срок службы компонентов помогут несколько простых советов:
-
 Перед работой рекомендуется отрегулировать оборудование.
Перед работой рекомендуется отрегулировать оборудование. - После каждого использования следует продувать станок сжатым воздухом.
- Нелишним будет в свободное время чистить его от грязи.
- Все подвижные части необходимо постоянно смазывать. Для этой цели отлично подойдёт машинное масло.
- При деформации какого-либо компонента следует как можно скорее его заменить.
- Если станок не используется долгое время, не нужно забывать про него. Для поддержания работоспособности рекомендуется его включать время от времени.
 Перед работой рекомендуется отрегулировать оборудование.
Перед работой рекомендуется отрегулировать оборудование.Токарные станки обладают довольно сложной конструкцией. Особенно в этом плане выделяются массивные промышленные изделия. Тем не менее хотя бы приблизительно понять назначение тех или иных компонентов вполне возможно.
Как и в других случаях, знание устройства станков по работе с металлом, поможет понять его особенности. Кроме того, этот навык будет очень полезен при ремонте или обслуживании агрегата.
Оцените статью: Поделитесь с друзьями!stanok.guru
типы, ремонт, паспорта, видео, фото
Токарные станки — одна из самых популярных групп оборудования, которое используется как в домашнем хозяйстве, так и на промышленных предприятиях. Выполняют широкий круг работ по обработке тел вращения, а также, при должном воображении, некоторые умельцы используют токарное оборудование в не специфических операциях, например, для скручивания прутка (кузнечное дело). В нашем каталоге вы найдете много полезной информации, которая освещает классификацию, принцип работы, схемы самодельных станков, чертежи, паспорта, видео и многое другое. Если вы хотите купить себе токарный станок и не знаете с чего начать, тогда предварительно ознакомьтесь с технологическими возможностями каждой группы и сделайте осознанный выбор.
Справочник токаря-универсала. Д. Г. Белецкий, В. Г. Моисеев, М. Г. Шеметов Токарное дело. И. И. Бергер Справочник молодого токаря. И. И. Бергер Токарное дело. П. М. Денежный, Г. М. Стискин, И. Е. Тхор Технология токарной […]
Среди всех видов работ в домашней мастерской наибольшую популярность нашла обработка дерева. «Живой» материал, несложные приемы, большое число техник позволяют выполнять удивительные поделки. Не являются исключением и токарные изделия. Для их выполнения необходим токарный станок […]
Составляя рейтинг настольных токарных станков по металлу, необходимо понимать, что категория «настольный станок» включает в себя достаточно широкий диапазон токарного оборудования. При этом слово «настольный» означает лишь только то, что это токарное оборудование монтируются не […]
На предприятиях, выпускающих большими партиями оригинальную мебель и элементы архитектурного декора из древесины, необходим фрезерный станок с ЧПУ по дереву. Подобное оборудование можно рассмотреть на примере станков от отечественного производителя MULTICUT. На сайте у них […]
Производство некоторых деталей может проводится в домашней мастерской или гараже. Для этого проводится установка самого различного оборудования. Довольно больше распространение получил настольный токарный станок. Его функциональности вполне достаточно для получения самых различных изделий. Рассматриваемый металлообрабатывающий […]
Опорный узел обрабатывающего агрегата получил название задняя бабка токарного станка. Этот многофункциональный узел предназначен для фиксации обрабатываемой заготовки. В его конусном отверстии можно крепить металлорежущий инструмент различного назначения. Устройство задней бабки В любом токарном станке […]
Универсальные токарные станки незаменимы при обработке заготовок самого разного назначения, размеров и сложности. Крепление небольших цилиндрических элементов выполняется в штатном патроне станка. Нестандартные и крупногабаритные детали требуют использования специальных приспособлений. Центра и люнеты устанавливаются при […]
Свой бизнес станочник может начать, открыв токарный цех. Достаточно поставить настольный станок в гараже или арендовать контейнер на рынке. Сложнее найти заказы на полную загрузку оборудования. В токарном бизнесе понадобится заточной и сверлильный станки. Наличие […]
Автомат продольного точения — это один из видов специализированного токарного оборудования, входящий в классификационную группу «Токарные автоматы и полуавтоматы». Такое оборудование применяют при массовом производстве высокоточных малогабаритных деталей типа тел вращения. В каталогах производственного оборудования […]
Токарный станок издавна используется как в профессиональных мастерских, на крупногабаритных заводах, так и в домашних условиях. С его помощью проводятся различные работы в металлообрабатывающих и деревообрабатывающих мастерских. В наше время крупным изготовителем токарных станков разного […]
stankiexpert.ru
Токарный станок своими руками | Строительный портал
Многие мужчины пытаются сделать самодельный токарный станок. Хозяева утверждают, что работа на токарном станке позволяет наслаждаться процедурой создания изящных вещей из необработанных заготовок. Купить готовый станок — не каждому по карману. Поэтому в этой статье мы рассмотрим, как сделать самодельный токарный станок.
Содержание:
- Предназначение токарного станка
- История токарного станка
- Устройство токарного станка
- Изготовление токарного станка
Предназначение токарного станка
Токарный станок является одним из первых металлообрабатывающих станков, что был изготовлен преимущественно для обработки изделий из любого материала – дерева, пластика и металла. С помощью такого станка можно получать детали различной формы при обработке наружной поверхности, расточке и сверловке отверстий, нарезке резьбы и накатке рифленой поверхности.
Производители в настоящее время изготавливают большое количество различных токарных станков. Однако зачастую они являются слишком сложными для домашней работы, громоздкими и дорогостоящими. Прекрасная альтернатива этому — изготовление самодельного маленького токарного станка по дереву или металлу, который является удобным в использовании благодаря своим небольшим размерам и простоте управления и позволяет обрабатывать в минимальные сроки небольшие детали.

Хорошо иметь в условиях домашнего пользования токарный станок по дереву, с помощью которого можно выточить мелкие детали для мебели, рукоятки для слесарных инструментов, держаки для хозяйственного инвентаря. Начав с простых изделий, вы можете постепенно дойти до создания изящных точеных мебельных гарнитуров и деталей для парусных яхт. С помощью токарных станков можно выточить нужные детали круглого сечения: оси или колеса.
Принцип работы на подобном токарном станке достаточно прост: заготовке, которая зажата в горизонтальном положении, придается вращательное движение, а лишний материал снимается подвижным резцом. Однако для осуществления этих простых манипуляций требуется механизм, который состоит из множества деталей, точно пригнанных между собой.
История токарного станка
Токарные станки прошли длинный путь развития, являясь когда-то примитивными устройствами и превратившись сейчас в высокопроизводительное оборудование для токарной обработки. За пару тысячелетий до наших дней самые простые устройства для обработки изделий из дерева и камня и придания им фасонной и цилиндрической поверхности применялись в Древнем Египте.
В начале восемнадцатого века наш соотечественник, изобретатель и механик Андрей Нартов сконструировал и создал первый токарный станок с использованием суппорта с механическим перемещением. Это стало началом производства современных токарных станков своими руками и на предприятиях. Многие детали в станках Нартова, шкивы, рейки, зубчатые колёса, винты, были металлическими. Станки, как и прежде, в движение приводились человеком с помощью маховика.
В конце восемнадцатого столетия после изобретением паровой машины и мотора внутреннего сгорания, а потом и электрического двигателя ручной привод заменили машинным. Передача к токарным станкам движения выполнялась от общего двигателя посредством трансмиссионного вала. Его подвешивали к потолку или стене цеха. Движение от вала передавалось на каждый станок с помощью ременных передач.
Токарные станки в начале двадцатого века стали оснащать экономичными электрическими двигателями, индивидуальными для каждого станка. Одновременно станки начали усовершенствоваться, так как в них нуждалось массовое производство. Промышленности были необходимы станки для обеспечения высокой производительности и максимально высокого качества обработки деталей.
Для изменения количества оборотов шпинделя и усовершенствования механизма станков они начали оснащаться ступенчато-шкивным приводом. Ходовой винт со шпинделем соединяли с помощью гитары из зубчатых колёс. Эти агрегаты в последствие были дополнены коробкой подач. Еще одним новшеством, появившимся в токарных станках, стала раздельная передача движений от ходового винта и валика на суппорт. В первом случае происходила нарезка резьбы, во втором –все остальные операции. Модернизация также коснулась и механизм фартука.
Быстрое развитие токарных станков ускорило возникновение быстрорежущей стали. Ее использование позволило скорость резки увеличить в пять раз, если сравнить со скоростью обработки обыкновенной углеродистой стали. Чтобы увеличить количество оборотов, число разных видов подач, токарные станки стали оснащаться ещё более сложной коробкой передач и вращения, а использовавшееся ранее подшипники качения заменили подшипниками вращения. Особое внимание стало уделяться автоматической смазке деталей токарного станка.
Устройство токарного станка
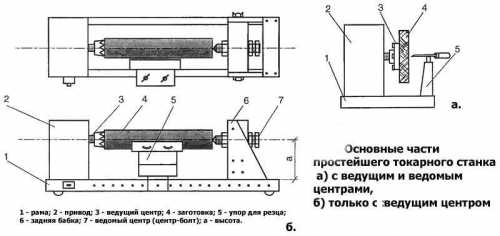
Простейший самодельный токарный станок, что предназначен для обработки деревянных заготовок, в своей конструкции имеет несколько основных частей: раму, переднюю и заднюю бабки, ведущий и ведомый центры, электропривод, упор для резца. Рама выступает станиной и опорой для остальных агрегатов станка. Передняя бабка является неподвижной и служит базой для расположения основного узла вращения.
В передней раме размещается передаточный механизм, который связывает электрический мотор и ведущий центр. Вращательное движение через ведущий центр передаётся заготовке. Вдоль рамы свободно перемещается задняя бабка. Её перемещают зависимо от длины заготовки таким способом, чтобы обрабатываемую деталь прочно закрепить через ведомый центр.
Для токарного станка можно использовать любой привод, но только при соответствии его по оборотам и мощности обрабатываемой заготовке. И если уменьшение и падение оборотов можно решить при помощи передаточной системы, то мощность мотора останется неизменной.
Теоретически для самодельного настольного токарного станка может подойти любой мотор, даже на 200 Вт, но если вы намерены обрабатывать массивные заготовки, может случиться перегрев и возникнуть частые остановки. Чаще всего для передачи вращения применяется ременная передача, иногда фрикционная и даже цепная. Возможно решение и с отсутствием передаточных механизмов, где патрон или ведущий центр насаживается на вал электрического двигателя.
Ведомый и ведущий центры должны размещаться на одной оси, иначе заготовка будет вибрировать. При этом должны выполняться такие условия: фиксация, центровка и вращение. В лобовых станках применяется только ведущий центр. Фиксация заготовки в этом случае совершается при помощи планшайбы или кулачкового патрона.
Раму принято собирать из металлических профилей или уголков, а может состоять из деревянного бруска. В любом случае должно быть обеспечено жёсткое крепление ведущего и ведомого центров. Раму проектируют так, чтобы задняя бабка при настройке могла свободно перемещаться вдоль оси. Упор для резца также должен перемещаться.
После установки необходимого положения следует создать жесткую фиксацию всех элементов самодельного мини токарного станка. От цели работы, типа и размеров обрабатываемых заготовок зависят конечные габариты и форма агрегатов конструкции. Зависимо от назначения станка, также подбирается мощность и разновидность электропривода, который передаёт вращающейся детали нужное усилие. Он должен иметь характеристики, которые соответствуют испытываемой нагрузке.
Коллекторные двигатели для устойчивой работы электроприводом подходят меньше всего. При отсутствии нагрузок обороты неконтролируемо увеличиваются, и под действием экстремальной центробежной силы заготовка может вылететь из фиксаторов, что является очень опасным. Возможно применение таких моторов с редуктором, которые ограничивают бесконтрольный разгон заготовки. А вот в процессе вытачивания миниатюрных деталей с малой массой беспокоиться не о чем.
Для обработки заготовки, которая имеет диаметр 10 и ширину 70 сантиметров, рекомендуется применять асинхронный электродвигатель с мощностью больше 250 Вт. Такая разновидность электроприводов имеет устойчивость частоты вращения при нагрузках, и у них нет экстремального возрастания частоты вращения при отсутствии нагрузки и высокой массе вращаемой заготовки.

С другой стороны без использования ременной передачи, а при применении вала двигателя как части ведущего центра, внутри электромотора подшипники претерпевают нагрузку, на которую они не рассчитаны. Подшипники вала рассчитаны исключительно на нагрузку, что приложена под прямым углом, а в изготовленных своими руками миниатюрных токарных станках получается, что присутствует ещё и усилие, что направлено вдоль вала и провоцирует быстрое разрушение подшипников электродвигателя.
Поэтому вы можете скомпенсировать продольную силу. Необходимо сделать с обратной стороны вала упор, где имеется технологическое углубление. Зависимо от конструктивных особенностей двигателя следует найти в его задней части опору, сделать аналогичное углубление и поместить шарик необходимого размера между ней и торцом вала. Упор должен хорошо прижимать шарик к валу, в противном случае толку от подобного подшипника не будет.
Ведомый центр бывает вращающимся или неподвижным. Он размещается на задней бабке станка. Если центр является неподвижным, то его изготавливают из обыкновенного болта, заточив конец резьбовой части под конус. В бабке также имеется внутренняя резьба. Тогда при вращении заострённого болта можно прижимать заготовку между центрами.
Ход болта составляет 20-30 миллиметров, остальное расстояние выставляют перемещением по направляющей оси задней бабки. Отшлифованный заострённый болт, что выступает ведомым центром, перед работой необходимо смазать машинным маслом для избегания дымления заготовки, как показано на видео о токарных станках.
Изготовление токарного станка
Своими руками токарный станок может собрать каждый умелец. Он характеризуется простотой в производстве и надежностью в работе. На нем вы сможете изготавливать и протачивать детали, а также затачивать режущий инструмент и обтачивания металлических изделий, проведения работ с костью, пластмассой и деревом, создания деревянных сувениров и предметов быта, а также при ремонте машины.
Находясь дома, у вас получится сделать своими руками токарный станок лучкового вида. Он является многофункциональным и простым в применении. А легкость заменяемости стальных элементов гарантирует длительный срок службы такого оборудования и его возможности переключения на работу с различным материалом. К двум деревянным стойкам, что выпилены предварительно, прикрепите болты и завинтите гайками.
Такие стойки способны укрепить конструкцию и предотвратить расшатывание деревянных стоек. Следите, чтобы отверстия для выбранных болтов подходили, и чтобы резьба гаек являлась соответствующей. Чтобы в процессе работы не шатались резец и стамеска, их принято укреплять подручником, который представляет собой две дощечки, что соединены между собой при помощи клеевого состава или винтовым способом под прямым углом.

В обязательном порядке нижняя дощечка должна иметь скошенный угол и полоску из железа, предотвращающую деформацию стамески в процессе движения. Горизонтальную дощечку в свою очередь оснащают прорезью для контроля движения подручника и управления им для наиболее качественной работы. Чтобы подручник имел возможность вращаться свободно, в основании заготовки делают вдоль ее поверхности отверстия для завинчивания пробойника.
Деревянную заготовку, требующую обработки, привинтите плотно гайками, деталь благодаря этому закрепляется крепко и двигается свободно. Теперь изготовленный своими руками мини токарный станок готов к эксплуатации, однако не думайте, что детали следует обрабатывать только в одну сторону. Самодельный токарный станок позволяет вращаться детали в разные стороны для достижения оптимальной формы предмета и возможности будущего декорирования.
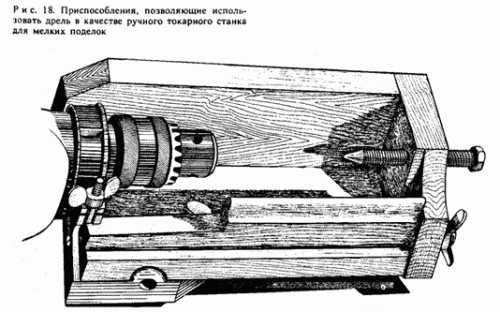
Для изготовления токарного станка своими руками вы можете взять маломощный двигатель (250-500 Вт), который имеется в наличии, или купить ранее использовавшийся мотор по недорогой цене. Хорошим вариантом будет применение электродвигателя от швейной машинки. Достаточно посмотреть фото самодельных токарных станков, чтобы в этом убедиться! Заднюю и переднюю бабку можно изготовить самостоятельно.
Шлифовальные и абразивные круги насаживаются на выступающий конец вала движка. При их помощи самодельный токарный станок сможет выполнять, кроме заточки инструмента, полировку или шлифовку поверхностей. Таким образом, токарный станок в быту – это просто незаменимая вещь при разноплановой обработке металла и древесины.
Если установить вместо шлифовальных кругов специальный переходник со сверлильным патроном, тогда такой станок получится использовать для сверловки отверстий и фрезеровки пазов в изделиях. К слову сказать, помимо деревянных реек, для изготовления рамы можно использовать набор сортового металла – уголки, швеллеры, балки и листовой материал. Под небольшой токарный станок вы можете приспособить шлифмашину или обычную электродрель.
Теперь вы узнали о предназначении и использовании токарных станков в домашнем хозяйстве. Не зря же это оборудование прошло такой длинный путь развития! Самостоятельно можно изготовить простейшие миниатюрные токарный станки, которые, тем не менее, успешно справляются с поставленными перед ними задачами, будь-то обработка, шлифовка или выточка деталей нужных размеров из дерева или металла.
strport.ru
История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра Первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А. К. Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А. К. Нартов остается первым, кто нашел путь к решению этой задачи. Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г. Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
 Следующий этап — автоматизация токарных станков. Здесь пальма первенства
принадлежала американцам. В США развитие техники обработки металлов началось
позднее, чем в Европе. Американские станки первой половины XIХ в. значительно
уступали станкам Модсли. Во второй половине XIХ в. качество американских
станков было уже достаточно высоким. Станки выпускались серийно, причем
вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной
фирмой. При поломке детали достаточно было выписать с завода аналогичную
и заменить сломанную деталь на целую без всякой подгонки. Во второй половине
XIХ в. были введены элементы, обеспечивающие полную механизацию обработки
— блок автоматической подачи по обеим координатам, совершенную систему
крепления резца и детали. Режимы резания и подач изменялись быстро и без
значительных усилий. В токарных станках имелись элементы автоматики — автоматический
останов станка при достижении определенного размера, система автоматического
регулирования скорости лобового точения и т.д. Однако основным достижением
американского станкостроения было не развитие традиционного токарного станка,
а создание его модификации — револьверного станка. В связи с необходимостью
изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г.
разработал и построил револьверный станок с восемью режущими инструментами
в револьверной головке. Быстрота смены инструмента резко повысила производительность
станка при изготовлении серийной продукции. Это был серьезный шаг к созданию
станков-автоматов. В деревообработке первые станки-автоматы уже появились:
в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый
универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства
принадлежала американцам. В США развитие техники обработки металлов началось
позднее, чем в Европе. Американские станки первой половины XIХ в. значительно
уступали станкам Модсли. Во второй половине XIХ в. качество американских
станков было уже достаточно высоким. Станки выпускались серийно, причем
вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной
фирмой. При поломке детали достаточно было выписать с завода аналогичную
и заменить сломанную деталь на целую без всякой подгонки. Во второй половине
XIХ в. были введены элементы, обеспечивающие полную механизацию обработки
— блок автоматической подачи по обеим координатам, совершенную систему
крепления резца и детали. Режимы резания и подач изменялись быстро и без
значительных усилий. В токарных станках имелись элементы автоматики — автоматический
останов станка при достижении определенного размера, система автоматического
регулирования скорости лобового точения и т.д. Однако основным достижением
американского станкостроения было не развитие традиционного токарного станка,
а создание его модификации — револьверного станка. В связи с необходимостью
изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г.
разработал и построил револьверный станок с восемью режущими инструментами
в револьверной головке. Быстрота смены инструмента резко повысила производительность
станка при изготовлении серийной продукции. Это был серьезный шаг к созданию
станков-автоматов. В деревообработке первые станки-автоматы уже появились:
в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый
универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
turnercraft.ru
История развития токарного станка
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
кафедра: профессионального образования
Доклад по дисциплине:
История развития науки, техники и технологий:
«История развития токарного станка».
Выполнила
студентка
группы 4ПО-41
Никифорова Т.В.
Проверил доцент:
Златоустов В. Д.
Череповец 2007
Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма несовершенны в работе и имели вначале ручной, а впоследствии ножной привод.
Древний токарный станок ручного привода показан на рис. 1. Обтачиваемое изделие, установленное на двух деревянных стойках, обрабатывали два человека. Один вращал при помощи веревки изделие то вправо, то влево, а другой держал в руках режущий или скоолящии инструмент и обрабатывал им изделие.
Старинный русский токарный станок ножного привода показан на рис. 2. Этот станок совершеннее предыдущего: более устойчивое взаимное положение изделия и инструмента обеспечивало и более точную обработку, а замена ручного привода ножным позволила работать на станке вместо двух одному человеку. Обтачиваемое изделие устанавливалось на заостренных деревянных клиньях 1 и 2 (первых представителях современных центров). Клин 1 закреплялся в стойке наглухо, а клин передвигался до упора в изделие 3 и закреплялся вспомогательным клином 4, Веревка 5, навитая на изделие 1-2 оборота, одним концом прикреплялась к гибкой жерди 6, а другим — к деревянной подножке 7. Нажимая ногой на подножку, токарь приводил во вращение обтачиваемое изделие. Удерживая обеими руками режущий инструмент, опирающийся о деревянный брусок 8, он прижимал инструмент к изделию и обрабатывал его.
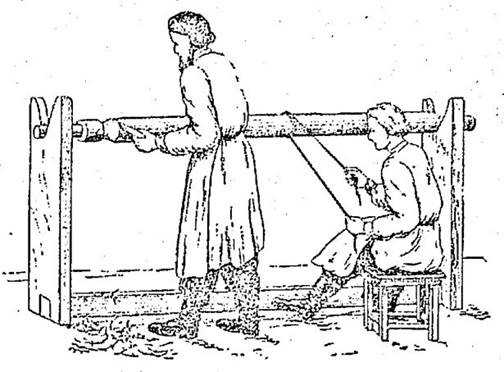
Рис.1 Древний токарный станок
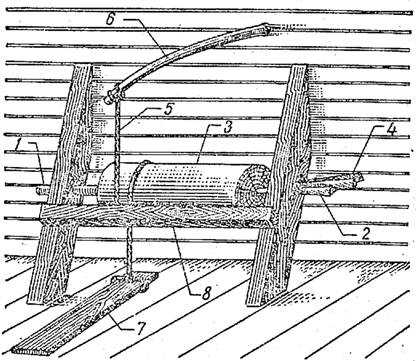
Рис.2 Старинный русский токарный станок
Затем нажим ноги на подножку прекращался, гибкая жердь выпрямлялась, тянула веревку вверх и вращала изделие в обратном направлении. Обтачивание в это время прерывалось, и таким образом, как и на предыдущем станке почти половина рабочего времени тратилась бесполезно.
Токарные станки, показанные па рис. 1 и 2 применялись главным образом для обработки деревянных изделий. Необходимость обработки металлических изделий ускорила развитие токарных станков, хотя это развитие происходило очень медленно. Приоритет в развитии токарных станков принадлежит русским техникам.
Андрей Константинович Нартов, один из самых замечательных русских техников XVIII в., воспитанник Московской школы «математических и навигационных наук», впервые в мире в 1715 г. изобрел и затем построил токарно-копировальный станок с суппортом — механическим держателем режущего инструмента, заменяющим руку человека. На этом станке, хранящемся ныне в Государственном Эрмитаже в Санкт — Петербурге, сохранилась надпись: «Начало произвождения к строению махины 1718-го, решена 1729- году. Механик Андрей Нартов». В 1719 г. Нартов писал Петру I —большому мастеру токарного дела по дереву и металлу — из Лондона о том, что он «здесь таких токарных мастеров, которые превзошли российских мастеров, не нашел, и чертежи махинам, которые ваше царское величество приказал здесь сделать, я мастерам казал, и оные сделать по ним не могут…». Так при первом знакомстве Нартова с зарубежной техникой он смог убедиться в том, что русские мастера не только не уступают зарубежным, но и превосходят их.
А. К. Нартов опередил почти на столетие Генри Модели, которому необоснованно приписывается буржуазными авторами изобретение суппорта в 1797 г. Хранящиеся в Государственном Эрмитаже станки Нартова доказывают, что он еще в начале XVIII в. работал на станках своего изобретения, на которых еще с большей точностью, чем в конце XVIII в,- у Модели, можно было изготовлять, притом автоматически, металлические изделия любой формы. Изобретение суппорта ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
Следовательно, благодаря изобретению А. К. Нартова Россия почти на столетие опередила Западную Европу и Америку в создании токарных станков с суппортами. А. К. Нартов за два с половиной столетия до наших дней предвосхитил создание металлорежущих станков, автоматически изготовляющих изделия из металла,- тех станков, которые являются наиболее важными для современной промышленности.
Заслугой Нартова является и воспитание им русских знатоков обработки металла резанием. Из петровской токарной мастерской, которой заведовал Нартов, вышел ряд учеников, в числе их особенно выделялись токари Александр Журавский и Семен Матвеев.
Ученики и последователи Нартова успешно совершенствовали и строили токарные станки. В конце 18 века тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурин разработали чертежи, по которым изготовлялись токарно-винторезные станки для обработки различных винтов. Сурин создал токарный станок и для изготовления ружейных стволов. На этом станке вращение изделия осуществлялось от трансмиссионного привода, а суппорт с режущим инструментом перемещался при помощи ходового винта. Впервые на этом станке было применено автоматическое выключение суппорта. Русские изобретатели и в этом усовершенствовании токарного станка опередили изобретателей зарубежных стран.
Особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. На рис. 3 показан один из таких станков. На нем изделие приводилось во вращение от трансмиссии через ременную передачу 1, а суппорт 2 перемещался механически при помощи шестерен 3 и винта 4.
На рис. 4 показан токарный станок со ступенчатым шкивом и перебором, созданный в середине девятнадцатого столетия. На таких станках изделию сообщалось разное число оборотов при помощи ступенчатого шкива 1 и шестеренчатого перебора 2. Движение суппорту 3 передавалось через смежные шестеренки 4 и ходовой валик или винт 5. Подобные токарные станки изготовлялись и в начале ХХ века.
В конце девятнадцатого и в начале двадцатого столетия токарные станки со ступенчатым шкивом снабжались коробками передач для изменения скорости перемещения суппорта, а так же ходовым валиком и ходовым винтом.
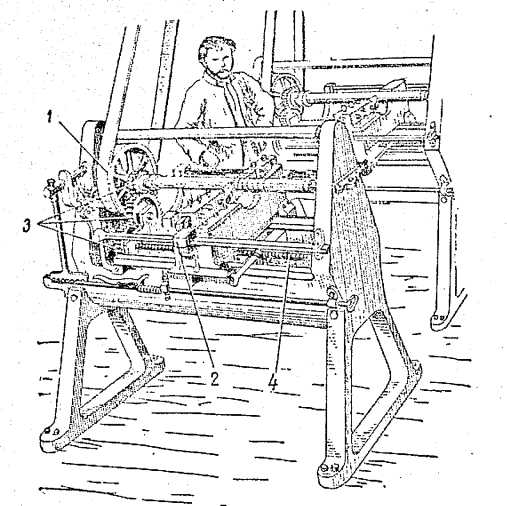
Рис.3 Токарный станок, изготовленный на Тульском оружейном заводе в середине 18 века.
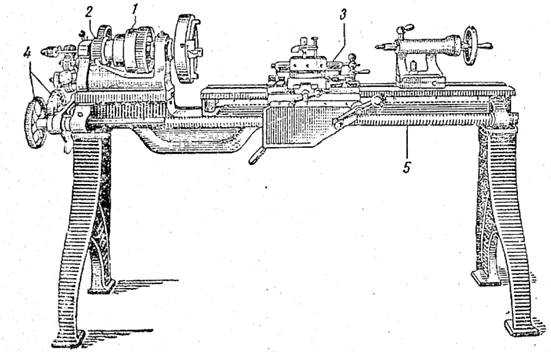
Рис.4 Токарный станок середины 19 века со ступенчатым шкивом
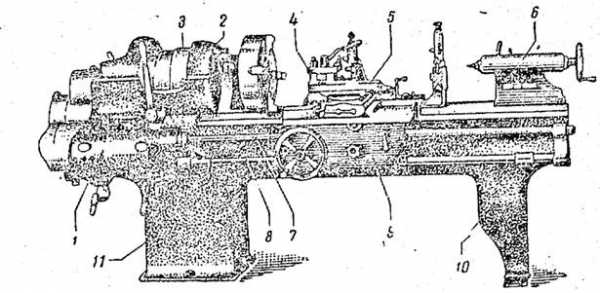
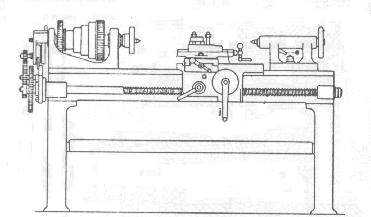
Рис.5 Токарно-винторезный станок ТН-20
До Великой Октябрьской социалистической революции в России станкостроение было плохо развито. Парк станков составлял всего 75 тысяч единиц. В период довоенных пятилеток было создано большое количество станкостроительных предприятий, освоен выпуск основных типов станков, а 1940 году парк станков вырос до 710 тысяч единиц.
В 1932 году в стране было освоено производство первого токарного станка с коробкой скоростей. Станок назывался ДИП («Догнать и перегнать»). Этим девизом советские станкостроители бросали вызов миру: «Мы догоним и перегоним вас по производству станков!».
На смену ДИПу в 1957 году пришел станок 1А62, а в последующие годы 1А16, 1А64, 1620, 16К20, 1К62 и др.
Рис.6 Токарно-винторезный станок 1620 завода «Красный пролетарий»
Такой станок, показанный на рис. 5, состоит из коробки подач 1, передней бабки 2, ступенчатого шкива 3, резцедержателя 4, суппорта 5, задней бабки 6, ходового винта 7, ходового валика 8, станины ножки 10, фартука 9 и
тумбы 11.
После изобретения и успешного применения быстрорежущей стали, а затем и твердых сплавов появились быстроходные мощные станки современной конструкции. Эти станки имеют массивные станины и снабжены коробками скоростей, позволяющими быструю перемену чисел оборотов обрабатываемого изделия, и более совершенными коробками подач. На рис. 6 показан наиболее совершенный токарно-винторезный станок модель 1620, изготовляемый заводом «Красный пролетарий».
В настоящее время на производстве применяются усовершенствованные многофункциональные станки, также станки типа 16К20, и ДИП 100, ДИП 200, ДИП 300, ДИП 400, ДИП 500, ДИП 800, ДИП 1000.
Таким образом, до появления современного токарного станка был пройден тяжелый путь от древних времен, когда использовались станки с применением ручной физической силы, до сегодняшнего момента, когда применяются полностью или частично автоматизированные станки, имеющие большую производительность и меньшие затраты рабочей силы.
Список литературы:
1. Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф. техн. училищ. – М: Высшая школа, — 1972. – 304 с.
2. Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
mirznanii.com
| Токарные станки

Токарный станок
Токарный станок — станок для обработки резанием (точением) заготовок из черных и цветных металлов, дерева, пластмасс типа тел вращения. На токарных станках выполняют такие операции как расточку и обточку фасонных, цилиндрических и конических поверхностей, развертывание и зенкерование отверстий нарезание резьбы, подрезку и обработку торцов, сверление и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — передвигается вместе с салазками суппорта ходового винта или от ходового вала, которые получают вращение от механизма подачи.
Токарные станки уже на протяжении нескольких столетий являются основным производственным оборудованием. По данным статистики около 60% всех производимых деталей обрабатываются на токарных станках. На сегодняшний день этот процент еще увеличился — сейчас на токарных станках выполняется полная обработка деталей, включая сверление, фрезерование, нарезание резьбы и многое другое (к примеру, гидростатическое накатывание).
Токарные станки разделяются на универсальные и специализированные. Универсальные станки предназначены для осуществления самых разнообразных операций: обработки внутренних и наружных фасонных, цилиндрических, конических и торцовых поверхностей; нарезания внутренних и наружных резьб; сверления, отрезки, развертывания и зенкерования отверстий. На специализированных станках осуществляют более узкий круг операций, например, обтачивание ступенчатых и гладких валов, осей колесных пар железнодорожного транспорта, прокатных валков, труб, различного рода муфт и т. п. Универсальные станки делятся на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, кроме нарезания резьбы резцами.
Наша промышленность производит разные модели токарно-винторезных и токарных станков — от настольных до тяжелых. Яндекс карты Максимальный диаметр обрабатываемой поверхности на советских станках равен 85-5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оборудуются копировальными устройствами, которые дают возможность обрабатывать сложные контуры без комбинированного расточного инструмента и дополнительных фасонных резцов, а также очень упрощают процесс наладки и подналадки станков.
- Задняя бабка имеет разворот на 5 мм
- Литая станина из серого чугуна;
- Верхние салазки поворачиваются на 60 градусов, зубчатые колёса произведены из хромоникелевой стали, закалены и прецизионно отшлифованы;
- Все направляющие токарных станков обладают индукционной закалкой и прецизионно отшлифованной поверхностью;
- Шпиндель токарного станка оборудован тремя регулируемыми коническими роликовыми подшипниками.
stankitokarnie.ru