
Сварка нержавеющей стали — технологии и особенности
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали — аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:
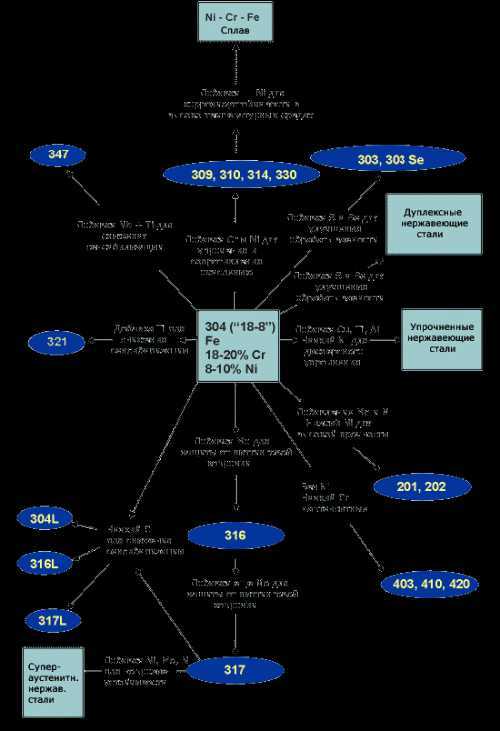
Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности. - Ферритные стали:
Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах. - Мартенситные стали:
Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали — низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- — Низкая температура плавления
- — Низкий коэффициент теплопроводности
- — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки — дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 — TIG сварка нержавеющей стали для начинающих
Время сварки@8 — Сварка выхлопных систем из нержавеющей стали
www.smart2tech.ru
Особенности сварки нержавеющей стали
Сварка нержавейки своими руками | Строительный портал
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.

Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.

Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.

Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.

Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.

Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.

Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
strport.ru
Особенности сварки нержавейки
- 04 января
- 95 просмотров
- 33 рейтинг
Оглавление: [скрыть]
- Свойства, влияющие на свариваемость нержавеющей стали
- Способы сварки нержавеющей стали
- Сварка покрытыми электродами
- Сварка инвертором вольфрамовым электродом
- Сварка полуавтоматом
- Особенности сварки нержавейки и черного металла
- Методы профилактики дефектов
Нержавеющие стали относятся к высоколегированным материалам, которые не поддаются коррозии, поэтому сварка нержавейки имеет свои особенности.

Имея особые свойства, сварка нержавейки — достаточно сложный технологический процесс.
В составе такой стали есть достаточно много хрома, который взаимодействует с кислородом, что находится в воздухе. В результате этого на поверхности металла образуется защитный слой, именно из-за него сварка нержавеющей стали — достаточно сложный процесс.
Благодаря тому что атомы хрома и их оксиды покрывают металл тонкой пленкой, он надежно защищается от коррозии. Если оксидная пленка окисляется, то она очень быстро восстанавливается, и поэтому сталь не ржавеет.
Изделия из нержавеющей стали широко используются как в промышленности, так и в быту, поэтому часто становится актуальным такой вопрос, как сварка нержавейки в домашних условиях.
Нержавеющая сталь широко используется в пищевой промышленности, а также для создания хирургических инструментов и во многих других отраслях.
Свойства, влияющие на свариваемость нержавеющей стали
На то, как будет выполняться сварка по нержавейке, влияют следующие ее свойства:
Ручная дуговая сварка.
- теплопроводность указанного материала меньше, чем у низкоуглеродистой стали, приблизительно в 2 раза, поэтому зона сварки больше нагревается; при сварке нержавеющих сталей ток должен быть на 20% меньше, чем обычно;
- большой коэффициент расширения вызывает увеличенную усадку материала как во время, так и после сварки; если надо варить большие детали, между ними оставляют большой зазор, иначе возникнут трещины;
- так как данный материал имеет высокое сопротивление, электроды во время выполнения работ очень нагреваются, поэтому их делают длиной не больше 35 см;
- если была нарушена технология выполнения работ, то сталь может утратить свои антикоррозионные свойства; если детали нагреваются выше 500 градусов, то образуется карбид железа и хрома, в этих местах начинается коррозия, для того чтобы этого избежать, необходимо быстро охлаждать место сварки; если сталь хромоникелевая, то делать это можно при помощи воды.
Вернуться к оглавлению
Есть несколько способов, которыми можно сваривать указанный материал, но самыми распространенными являются следующие:
- при помощи покрытых электродов в режиме ММА;
- вольфрамовыми электродами проводится аргонная сварка нержавейки;
- полуавтоматическая сварка при помощи нержавеющей проволоки.
Перед началом проведения работ кромки деталей необходимо обработать, делается это так же, как при обработке других деталей, только надо оставлять немного больше места для усадки шва.
С применением щетки поверхность необходимо зачистить до блеска, после чего ее обрабатывают любым растворителем. Это поможет удалить жир и обеспечит устойчивую дугу, в материале не будут образовываться поры.
Вернуться к оглавлению
Схема сварочного полуавтомата.
Ручная дуговая сварка нержавеющей трубы или других деталей позволяет сделать надежное соединение в том случае, когда к нему нет особенных требований. При выборе электродов надо обращать внимание на то, что они должны обеспечить необходимые свойства шва, например его жаростойкость, коррозионную стойкость, определенные механические параметры.
Такие работы обычно выполняют постоянным током обратной полярности, переменным током практически не работают. Для того чтобы шов не очень нагревался, надо использовать электроды небольшого диаметра, аппарат выставляют на силу тока, что на 15-20% меньше, чем это необходимо для черного металла.
Будьте готовы к тому, что скорость плавления таких электродов значительно выше, чем обычных. Для охлаждения шва можно обдувать его воздухом или для этого применяют медные прокладки, а хромоникелевые стали можно охлаждать водой.
Вернуться к оглавлению
Технология аргоновой сварки.
Аргонодуговая сварка вольфрамовым электродом используется при необходимости сваривания тонких деталей или когда качество шва должно быть очень высоким. Это надо при сваривании труб, по которым проходит жидкость или газ.
Сварка нержавейки инвертором проводится в обратной полярности, для этого используется постоянный ток, а если необходима сварка алюминия, то переменный ток. Работа выполняется в среде аргона. Присадочную проволоку рекомендуется брать более легированную, чем свариваемые детали.
Чтобы не происходило нарушение защитного пространства, от чего шов начнет окислиться, во время работы нельзя делать колебательных движений. Чтобы защитить обратную сторону шва, выполняется поддув аргона.
Чтобы вольфрам не попадал в сварочную ванну, дугу лучше поджигать на графитовой пластине, после чего переносить на место работы или использовать бесконтактный поджог. После окончания работ надо еще 10-15 минут продолжать подавать защитный газ. Это позволяет значительно увеличить качество и срок службы шва.
Вернуться к оглавлению
Сварка полуавтоматом в среде аргона позволяет получать качественный шов, при этом производительность работ будет высокая.
Этот способ хорошо подходит для соединения деталей, имеющих большую толщину. Для защиты шва используют смесь, состоящую из аргона и углекислого газа. Работа может выполняться короткой дугой, путем струйного переноса или импульсно.
Для тонких деталей подходит сварка короткой дугой, более толстые детали сваривают при помощи струйного переноса.
Когда выполняется импульсная сварка, то проволока в сварочную ванну подается при помощи импульсов, при этом получается одна сварочная капля или точечная сварка. Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Вернуться к оглавлению
Часто возникает вопрос: можно ли выполнять сваривание нержавейки с черным металлом? Естественно, можно, но в данном случае есть свои особенности. Для этого необходимо использовать специальную переходную присадочную проволоку и электроды. Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Вернуться к оглавлению
Если не придерживаться технологии выполнения работ, то шов будет иметь дефекты. Действие высокой температуры приводит к тому, что шов получается хрупким. Чтобы этого не происходило, применяют присадочные материалы, в которых содержится не менее 2% феррита. Для этого также работу выполняют короткой дугой и не выводят кратеры за пределы основного металла.
Автоматическая сварка проводится на более высоких скоростях. При работе короткой дугой снижается риск появления деформаций. Если сварка проводится на высокой скорости, то стойкость данного материала к коррозии увеличивается.
Самым эффективным способом обработки шва является его травление. При его правильном выполнении устраняется область, в которой имеется низкое количество хрома и вредный оксидный слой. Данный процесс, в зависимости от размеров деталей, может проводиться путем покрытия пастой или опускания в кислоту.
Для травления используют смесь азотной (8-20%) и фтористоводородной кислоты (0,5-5%), остальная часть — вода. Время выполнения указанной операции будет зависеть от сорта стали, толщины окалины и других параметров.
expertsvarki.ru
Сварка нержавеющей стали — технологии и особенности
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали — аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
- Ферритные стали:Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах.
- Мартенситные стали:Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали — низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- — Низкая температура плавления
- — Низкий коэффициент теплопроводности
- — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки — дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 — TIG сварка нержавеющей стали для начинающих
Время сварки@8 — Сварка выхлопных систем из нержавеющей стали
www.smart2tech.ru
Как варить нержавейку — способы, виды и технологии сварки
 Сварить нержавейку, ввиду того, что она относится к высоколегированной стали, которая характеризуется высокой устойчивостью к коррозии, часто бывает весьма непросто. Этот процесс не только трудоёмкий, но и достаточно затратный в энергетическом плане. Но, тем не менее, есть типы, способы и технологии сваривания нержавеющей стали, которые позволяют надёжно и качественно «сшить» этот металл.
Сварить нержавейку, ввиду того, что она относится к высоколегированной стали, которая характеризуется высокой устойчивостью к коррозии, часто бывает весьма непросто. Этот процесс не только трудоёмкий, но и достаточно затратный в энергетическом плане. Но, тем не менее, есть типы, способы и технологии сваривания нержавеющей стали, которые позволяют надёжно и качественно «сшить» этот металл.
Особенности нержавеющей стали
У нержавейки есть определённые свойства, которые влияют на свариваемость данного металла. Это:
• низкая теплопроводность, которая практически в два раза меньше, чем у низкоуглеродистой стали,
• высокий коэффициент линейного расширения с последующей литейной усадкой и деформацией металла,
• склонность нержавейки под воздействием сваривания в неправильном термическом режиме терять свои антикоррозийные свойства.
 |
Поэтому важно не только правильно подобрать электроды для нержавеющей стали, но и ориентироваться на ряд других не менее значимых факторов.
Сварка нержавейки электродом
Чтобы сварить нержавейку, достаточно иметь сварочный аппарат инверторного типа и специальные электроды. Но при этом необходимо соблюдать три основных связующих для нормальной работы: толщину металла, диаметр электрода и рекомендованное значение сварочного тока. К примеру, для нержавейки толщиной в 3-4 мм, диаметр электрода не должен превышать 2 мм, а сварочный ток – 90А. Металл 5 мм требует использования электрода в 3 мм, а верхнее значение тока – 120А.
Сварка нержавейки инвертором предполагает использование постоянного тока с обратной полярностью на короткой дуге. Это значит, что электроды для нержавеющей стали должны иметь «+», а деталь, которую следует сварить «-». Что же касается выбора электродов, то для нержавейки подойдут стержни с основным или рутиловым покрытием. Вторые – предпочтительнее, так как отличаются стабильностью горения дуги и снижают объём разбрызгивания в процессе сварки.
Сварка нержавейки аргоном
 В случае аргоновой сварки используются электроды, покрытые защитным легирующим веществом (вольфрамом), который создаёт качественный шов, практически не отличающийся от металла, на который производится воздействие. Это способ идеален для сварки тонкостенных труб, которые входят в состав трубопроводов для частного использования. Для этого применяется дуговая сварка с плавящимся в инертном газе (аргоне) электродом. Толстый нержавеющий металл также отлично поддаётся аргоновой сварке, но при этом используется сварка с технологией струйного переноса металла.
В случае аргоновой сварки используются электроды, покрытые защитным легирующим веществом (вольфрамом), который создаёт качественный шов, практически не отличающийся от металла, на который производится воздействие. Это способ идеален для сварки тонкостенных труб, которые входят в состав трубопроводов для частного использования. Для этого применяется дуговая сварка с плавящимся в инертном газе (аргоне) электродом. Толстый нержавеющий металл также отлично поддаётся аргоновой сварке, но при этом используется сварка с технологией струйного переноса металла.
Чтобы предотвратить в последующем появлении трещин и хрупкости сварных швов на нержавейке, в процессе сварки следует применять присадочные материалы. Такие компоненты содержат минимальное число углерода, поэтому они в состоянии увеличить прочность и устойчивость сварных соединений.
stroikairemont.com
www.samsvar.ru
Сварка нержавейки инвертором в домашних условиях: электроды для сварки стали
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке

У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете со сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали

Чем можно варить? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Когда происходит сварка нержавейки инвертором, зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавеющая сталь при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑Выбор инвертора
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки в домашних условиях подходят практически все современные инверторы бытового и профессионального типа.
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
electrod.biz
Сварка нержавеющей стали в бытовых условиях и выбор подходящего оборудования.
Сварка нержавеющей стали в домашних условиях требует наличия качественного оборудования. Перед покупкой сварочного аппарата следует решить для себя ряд вопросов.
Если есть необходимость варить высоколегированную и нержавеющую сталь, то выбор стоит остановить на сварочном выпрямителе или инверторе.
Вы должны определиться, каким будет обрабатываемый металл (марка и толщина). Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.

Сварка необходима не только на производстве, но и в быту
Какова необходимая производительность и источники питания.
Высокая производительность требует от оборудования для сварки большой продолжительности включения. В противном случае, значительный процент времени будет потрачен на ожидание охлаждения аппарата. Что касается бытовых моделей, то по продолжительности включения (ПВ) трансформаторы и выпрямители значительно уступают инверторам с их ПВ в 80%.
Нужно помнить о том, что сварочный аппарат будет работать от бытовой сети. Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.
Моргание лампочек и выход из строя бытовых приборов, вызванное использованием сварочных трансформаторов и выпрямителей, провоцирует агрессию в адрес соседей-сварщиков. В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
Соответствие качества швов ожиданиям и квалификация сварщика.
Если опыт сварщика мал, а ожидаемое качество работ высоко, следует сделать выбор в пользу инвертора с функциями Arc Force, Anti Stick и Hot Start.
Arc Force («форсирование дуги»)
Автоматическое увеличение напряжения на клеммах, которое не дает «залипнуть» электроду в момент отделения от него большой капли металла.
Hot Start («горячий старт»)
Усиление сварочного тока на начальном этапе сварки для облегчения поджога сварочной проволоки.
Anti Stick («противозалипание»)
В процессе сваривания напряжение на клеммах снижается таким образом, что приваривание электрода к стали прекращается.
Эти дополнительные возможности в большой мере облегчают работу сварщика даже невысокой квалификации. Они позволяют:
- сформировать качественный шов в различных положениях;
- сократить разбрызгивание при сварке;
- справиться со свариванием очень сложных конструкций.
Принимая во внимание все перечисленное, стоит отметить, инверторы с их минимальными габаритами и весом от 4 до 10 кг – идеальный вариант для сварки нержавеющих сталей в бытовых условиях.
Недостатки в работе аппаратов инверторного типа.
Минусовая температура ниже 10-15°С губительна для таких чувствительных приборов. Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Также не подходят инверторы для работы в запыленных помещениях. Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Кроме всего прочего, цена на инверторы, а также их ремонт, достаточно высока.
Особенности сваривания высоколегированных металлов.
Нержавеющие стали из-за своих антикоррозионных свойств и прочности лидируют в качестве материала для создания промышленных и используемых в быту металлоконструкций.

При желании и старание, возможно стать автором, таких шедевров
При сваривании нержавейки в бытовых условиях следует учитывать ряд особенностей.
- Подобный металл обладает пониженной теплопроводностью, легко проплавляется в шве, а значит необходимо снизить силу тока на 15-20%
- Материал подвержен значительной деформации во время сварочных работ и по их завершении — следует оставлять достаточный зазор между элементами конструкции во избежание трещин.
- Наиболее подходящими электродами являются те, что изготовлены на основе хромоникелевой проволоки длиной до 350 мм.
- Так как нержавейка имеет свойство терять антикоррозийные качества при неверно выбранной температурной обработке, место сварки необходимо быстро охлаждать любыми доступными способами (использование медных прокладок, обдувание воздухом, обливание водой).
Подготовительные работы. Основные приемы сваривания.
Начинать работу следует с зачистки стальных кромок металлической щеткой и обработки растворителем. Это служит отличной профилактикой возникновения пор в швах и увеличивает устойчивость дуги.
Различают три основных технологии сваривания нержавейки:
- аргонная сварка нержавеющей проволокой. Однако этот способ применяется для полуавтоматов и не подходит для инверторов.
- сварка покрытыми электродами. Самый простой способ сварки. Является приемлемым, если требования к качеству соединения не высоки.
- сварка электродами на основе вольфрамовой проволоки в среде аргона используется для работы с тонкой сталью, если требования к шву достаточно велики (обычно таким образом сваривают емкости для перевозки газа и жидкости под давлением). В этом случае для присадки стоит применять проволоку с более высокой в сравнении с основным металлом степенью легирования.

Перво наперво, качество шва определяют визуально
Визуальные показатели качества шва.
Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
zavarimne.ru
Сварка нержавеющей стали в домашних условиях
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?

Особенности сварки
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали — выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
Зная о вышеописанных свойствах металла можно выбирать верные режимы сварки и правильные расходные материалы, что позволит получить качественный результат.
Подготовка металла
Как правильно варить нержавейку показано на различных видео. Но все эти способы подразумевают предварительную подготовку материала под сварку. Эти этапы включают ряд действий:
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а наоборот их требуется плотно подвести друг ко другу.
- В материале с толщиной от 4 мм и выше, для качественного провара, требуется выполнить разделку кромок. Это производится «болгаркой» или напильником. Благодаря этому будущий шов становится немного шире и глубже, что лучше связывает свариваемые стороны.
- Между пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется предварительно подогревать.
- Чтобы зафиксировать пластины и не дать им изменить положение во время сварки, ставится несколько прихваток по всей длине соединения.
- После этого можно приступать к ведению шва.
Чем варить нержавейку: суть методов и технология процесса
Технология сварки легированных сталей подразумевает использование электрической дуги, позволяющей плавить металл, и создания защитного газового облака. Существует три способа сварить нержавейку.
Покрытыми электродами (MMA)
Суть метода заключается в использовании источника тока (трансформатор с выпрямителем или инвертор), подсоединяемого одним концом (массой) к изделию, а вторым к держателю электрода. Сварочный ток создает дугу между ними, способную плавить металл и формировать шов. Кроме краев пластин плавится и стержень электрода, который состоит из похожего по составу к основному металла. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особый газ.
ММА — это отличный вариант, когда требуется сварка нержавейки в домашних условиях. Аппараты доступны по цене и компактны для хранения в кладовке или гараже. Транспортировка не требует много места, а легкий вес позволяет работать на любой высоте. Электроды по нержавейке доступны в продаже.
После подготовки металла процесс сварки выполняется ведением электрода по линии соединения. Первый проход необходимо произвести ровно, наклонив электрод на себя или в удобную сторону. В этом же направлении и ведется шов. Расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм. Когда свариваемые пластины толстые, то требуется несколько проходов. После каждого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и заполнения места соединения.
Настройки на аппарате выставляются соответственно изделию:
| Толщина пластин, мм | Напряжение, V | Диаметр электрода, мм | Сила тока, А |
| 1 | 11 | 2 | 30-40 |
| 1.5 | 12 | 2 | 40-60 |
| 2 | 13 | 2 | 55-75 |
| 3 | 15 | 3 | 90-100 |
Полуавтоматом
Нержавеющие стали свариваются отлично полуавтоматом. Это более изящный процесс, позволяющий быстро и качественно заварить соединение любой толщины. Источником тока выступает аппарат с постоянным напряжением или инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
Горелка совмещает в себе подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматически подающаяся тяговым механизмом. Напряжение через мундштук переходит на проволоку и между ней и изделием возбуждается дуга. Одновременно происходит обдув защитным газом, предотвращающий контакт с внешней средой. Для соединения нержавейки используют чистый аргон или его смеси с углекислотой.
Проволока должна быть из того же материала, что и свариваемые детали. Ее диаметр и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые параметры следующие:
| Толщина изделия, мм | Сила тока, А | Диаметр проволоки, мм | Скорость подачи, м/ч |
| 1.5 | 80-100 | 0,8-1,0 | 160-180 |
| 2 | 130 | 1.2 | 180-230 |
| 3 | 160-200 | 1,2-1,4 | 350-400 |
| 5 | 200-300 | 1,2-1,6 | 450-650 |
Для создания особо прочных швов, подвергающихся химическому воздействию на предприятиях, применяют порошковую проволоку, которая имеет трубчатое строение и включает в себя флюс, дополнительно защищающий зону сварки. После окончания шва флюс застывает на поверхности в виде шлака и требует отбития. Швы ведутся с колебательными движениями, справа налево или наоборот. Важно следить за полным заполнением зоны соединения присадочным металлом. Это хорошо контролировать, поскольку при сварке обычной проволокой нет шлака, мешающего обзору.
Полуавтоматические аппараты стоят дороже инверторов и требуют дополнительной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно быстро вести работы.
Аргоновая сварка
Сварка тонкой нержавейки особенно хорошо удается аппаратами с постоянным током и не плавящимся электродом. Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает постоянный ток, полярность выставляется обратная. По каналу к горелке подводится напряжение и газ. Ток передается через прижимной механизм на вольфрамовый электрод. Между ним и пластинами зажигается электрическая дуга. Кончик электрода, заточенный как игла, позволяет формировать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а лишь нуждается в периодической заточке. Оплавляются кромки свариваемого материала и дополнительно подается присадочная проволока. Она должна быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, поэтому данный метод требует определенных навыков и тренировок.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только ограждает сварочную ванну от внешней среды, но и помогает остужать электрод и конец зоны сварки.
Швы таким методом ведутся справа налево, с наклоненной горелкой. Если необходимо тоненькое соединение, то никаких колебаний не требуется. В случае широких стыков, выполняются поперечные движения электродом. Зазор между ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтобы было удобно вести шов, но не перегревать вольфрам. Рекомендуются следующие параметры:
| Толщина материала, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 10 | 1.6 |
| 1.5 | 45-55 | 12 | 2.3 |
| 2 | 60-80 | 15 | 2.3 |
| 3 | 90-110 | 16 | 2.3 |
Сваривание нержавейки — это интересный процесс, позволяющий получить качественное соединение, способное служить длительный срок. В домашних условиях наиболее подходит сварка покрытым электродом инвертором. Но если предстоит большой объем работ, то лучше воспользоваться полуавтоматом. Для соединение тоненьких пластин идеальна аргоновая сварка.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка нержавейки
Нержавеющие стали относятся к высоколегированным материалам, которые не поддаются коррозии, поэтому сварка нержавейки имеет свои особенности.

Имея особые свойства, сварка нержавейки — достаточно сложный технологический процесс.
В составе такой стали есть достаточно много хрома, который взаимодействует с кислородом, что находится в воздухе. В результате этого на поверхности металла образуется защитный слой, именно из-за него сварка нержавеющей стали — достаточно сложный процесс.
Благодаря тому что атомы хрома и их оксиды покрывают металл тонкой пленкой, он надежно защищается от коррозии. Если оксидная пленка окисляется, то она очень быстро восстанавливается, и поэтому сталь не ржавеет.
Изделия из нержавеющей стали широко используются как в промышленности, так и в быту, поэтому часто становится актуальным такой вопрос, как сварка нержавейки в домашних условиях.
Нержавеющая сталь широко используется в пищевой промышленности, а также для создания хирургических инструментов и во многих других отраслях.
Свойства, влияющие на свариваемость нержавеющей стали
На то, как будет выполняться сварка по нержавейке, влияют следующие ее свойства:
Ручная дуговая сварка.
- теплопроводность указанного материала меньше, чем у низкоуглеродистой стали, приблизительно в 2 раза, поэтому зона сварки больше нагревается; при сварке нержавеющих сталей ток должен быть на 20% меньше, чем обычно;
- большой коэффициент расширения вызывает увеличенную усадку материала как во время, так и после сварки; если надо варить большие детали, между ними оставляют большой зазор, иначе возникнут трещины;
- так как данный материал имеет высокое сопротивление, электроды во время выполнения работ очень нагреваются, поэтому их делают длиной не больше 35 см;
- если была нарушена технология выполнения работ, то сталь может утратить свои антикоррозионные свойства; если детали нагреваются выше 500 градусов, то образуется карбид железа и хрома, в этих местах начинается коррозия, для того чтобы этого избежать, необходимо быстро охлаждать место сварки; если сталь хромоникелевая, то делать это можно при помощи воды.
Вернуться к оглавлению
Способы сварки нержавеющей стали
Есть несколько способов, которыми можно сваривать указанный материал, но самыми распространенными являются следующие:
- при помощи покрытых электродов в режиме ММА;
- вольфрамовыми электродами проводится аргонная сварка нержавейки;
- полуавтоматическая сварка при помощи нержавеющей проволоки.
Перед началом проведения работ кромки деталей необходимо обработать, делается это так же, как при обработке других деталей, только надо оставлять немного больше места для усадки шва.
С применением щетки поверхность необходимо зачистить до блеска, после чего ее обрабатывают любым растворителем. Это поможет удалить жир и обеспечит устойчивую дугу, в материале не будут образовываться поры.
Вернуться к оглавлению
Сварка покрытыми электродами
Схема сварочного полуавтомата.
Ручная дуговая сварка нержавеющей трубы или других деталей позволяет сделать надежное соединение в том случае, когда к нему нет особенных требований. При выборе электродов надо обращать внимание на то, что они должны обеспечить необходимые свойства шва, например его жаростойкость, коррозионную стойкость, определенные механические параметры.
Такие работы обычно выполняют постоянным током обратной полярности, переменным током практически не работают. Для того чтобы шов не очень нагревался, надо использовать электроды небольшого диаметра, аппарат выставляют на силу тока, что на 15-20% меньше, чем это необходимо для черного металла.
Будьте готовы к тому, что скорость плавления таких электродов значительно выше, чем обычных. Для охлаждения шва можно обдувать его воздухом или для этого применяют медные прокладки, а хромоникелевые стали можно охлаждать водой.
Вернуться к оглавлению
Сварка инвертором вольфрамовым электродом
Технология аргоновой сварки.
Аргонодуговая сварка вольфрамовым электродом используется при необходимости сваривания тонких деталей или когда качество шва должно быть очень высоким. Это надо при сваривании труб, по которым проходит жидкость или газ.
Сварка нержавейки инвертором проводится в обратной полярности, для этого используется постоянный ток, а если необходима сварка алюминия, то переменный ток. Работа выполняется в среде аргона. Присадочную проволоку рекомендуется брать более легированную, чем свариваемые детали.
Чтобы не происходило нарушение защитного пространства, от чего шов начнет окислиться, во время работы нельзя делать колебательных движений. Чтобы защитить обратную сторону шва, выполняется поддув аргона.
Чтобы вольфрам не попадал в сварочную ванну, дугу лучше поджигать на графитовой пластине, после чего переносить на место работы или использовать бесконтактный поджог. После окончания работ надо еще 10-15 минут продолжать подавать защитный газ. Это позволяет значительно увеличить качество и срок службы шва.
Вернуться к оглавлению
Сварка полуавтоматом
Сварка полуавтоматом в среде аргона позволяет получать качественный шов, при этом производительность работ будет высокая.
Этот способ хорошо подходит для соединения деталей, имеющих большую толщину. Для защиты шва используют смесь, состоящую из аргона и углекислого газа. Работа может выполняться короткой дугой, путем струйного переноса или импульсно.
Для тонких деталей подходит сварка короткой дугой, более толстые детали сваривают при помощи струйного переноса.
Когда выполняется импульсная сварка, то проволока в сварочную ванну подается при помощи импульсов, при этом получается одна сварочная капля или точечная сварка. Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Вернуться к оглавлению
Особенности сварки нержавейки и черного металла
Часто возникает вопрос: можно ли выполнять сваривание нержавейки с черным металлом? Естественно, можно, но в данном случае есть свои особенности. Для этого необходимо использовать специальную переходную присадочную проволоку и электроды. Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Вернуться к оглавлению
Методы профилактики дефектов
Если не придерживаться технологии выполнения работ, то шов будет иметь дефекты. Действие высокой температуры приводит к тому, что шов получается хрупким. Чтобы этого не происходило, применяют присадочные материалы, в которых содержится не менее 2% феррита. Для этого также работу выполняют короткой дугой и не выводят кратеры за пределы основного металла.
Автоматическая сварка проводится на более высоких скоростях. При работе короткой дугой снижается риск появления деформаций. Если сварка проводится на высокой скорости, то стойкость данного материала к коррозии увеличивается.
Самым эффективным способом обработки шва является его травление. При его правильном выполнении устраняется область, в которой имеется низкое количество хрома и вредный оксидный слой. Данный процесс, в зависимости от размеров деталей, может проводиться путем покрытия пастой или опускания в кислоту.
Для травления используют смесь азотной (8-20%) и фтористоводородной кислоты (0,5-5%), остальная часть — вода. Время выполнения указанной операции будет зависеть от сорта стали, толщины окалины и других параметров.
expertsvarki.ru
Сварка разнородных сталей нержавеющей и обычной
Особенности сварки разнородных сталей
- 04 января
- 64 просмотров
- 31 рейтинг
Оглавление: [скрыть]
- Нюансы сварочных работ
- Как осуществляется сварка разнородных сталей?
- С чем придется столкнуть при сварке разнородных сталей?
- Как производится сварка однородных по структуре материалов?
- Как сварить разнородные материалы?
Знать, как осуществляется сварка разнородных сталей, желательно, ведь наступают моменты, когда возникает необходимость проводить работу с материалами, которые имеют разные физические и механические свойства (например, сварка меди с другим металлом и т.п.). Эти моменты требуют соблюдения определенных технологий, кроме того, важно подбирать определенные электроды для сварки разнородных сталей.

Сварные конструкции из разнородных сталей при правильно выбранном типе сварочных материалов обладают высокими механическими свойствами.
Нюансы сварочных работ
В такой сфере выделяют свою классификацию, которой придерживаются, работая с разнородным материалом:
- может проводиться сварка высоколегированных сталей;
- проводимые работы с теплоустойчивыми материалами;
- правильное соединение углеродистых и низколегированных элементов.
Помимо того, подразумевается и современная качественная сварка легированных сталей (легирующих) и тех материалов, которые имеют высокую прочность.
Классификация основных видов сварки.
Сразу стоит отметить, что работа с отличительными по структуре материалами, будет отличаться от сварки с обыкновенными металлами. Дело в том, что в первом случае есть высокий риск ненадежности стыка. Трещины в основном появляются оттого, что два разных по структуре соединения не до конца подходят к друг другу и, соответственно, на стык будет оказано повышенное давление, он может потерять свою целостность. Так как сварка подразумевает под собой высокие температуры, то металл в любом случае будет изменять свою структуру, а если детали еще и разнородные, то тут потребуется и опыт, и сноровка, чтобы изделие получилось действительно качественным.
Так как соединение происходит при помощи такого рабочего элемента, как электрод, то его стоит подбирать в соответствии с ситуацией. Чтобы получить необходимое качество, вся работа должна происходить с задействованием того же инструмента, что и когда осуществляется сварка аустенитных сталей, так как такой электрод позволяет оптимально соединить не только легирующие поверхности, но и разнородные.
Вернуться к оглавлению
Вопрос экономии всегда был актуален, поэтому многие стараются находить пути решения такой проблемы. И вот именно комбинирование материалов позволяет создать изделие, при этом свести расходы дорогостоящих материалов к минимуму.
Последовательность наложения отдельных слоев при односторонней сварке двухслойных сталей.
Важно знать, что в таком процессе соединяются отдельные составляющие. Причем немаловажен тот факт, для чего и в каких условиях будет использовать готовое изделие. Если на него будет постоянно оказывать давление высокая температура, то без сварочных работ просто не обойтись. Ведь только сварка поможет придать стыку прочность и надежность. Вот тут как раз и встает вопрос о разности металлов.
Почему это так важно? Дело в том, что тяжелые условия эксплуатации могут по-разному влиять на материал: температура плавления у них разная. Соответственно, если упустить этот момент, то готовое изделие получится некачественным. Именно поэтому настолько актуальна сварка разнородных сталей.
Но есть ряд проблем, с которыми можно столкнуться при таких работах, но которые играют не последнюю роль в качестве конечной детали:
- В первую очередь можно столкнуться с такой проблемой, как образование трещин на шве. В основном он получается на контуре стыка или в середине.
- Металлы имеют разную структуру, значит, под воздействием высокой температуры сварки могут образовываться прослойки. А для двухслойных стыков, являющихся более сложными соединениями, требуется своя технология. Это обусловлено тем, что чем сильнее замена структуры, тем ниже эксплуатационные свойства изделия, особенно это касается срока службы и пластичности. Поэтому такая деталь может в скором времени прийти в негодность.
- Важно подбирать такие металлы и сплавы, которые, получив единую структуру, будут иметь одинаковый уровень плавления (например, у меди и алюминия он различен). Только тогда деталь получится технологически правильной.
Чтобы работа получилась качественной, важно достигнуть структурно-однородной зоны сплавления, и только тогда деталь можно будет назвать огнестойкой.
Вернуться к оглавлению
Схема особенностей сварки высоколегированных сталей.
На самом деле проблема качества затрагивается не только в работе с разнородными материалами. Такой же вопрос становится при сварке биометаллов, неаустенитного металла, где присутствуют аустенитные стыки, а также в работе, когда нужно сделать наплавки из высоколегированной стали на легированные. Так как проблемы во всех случаях схожи, то все вышеперечисленные варианты принято относить в категорию сварки разнородных сталей.
Основная проблема такого процесса заключается в том, что каждый металл имеет свой индивидуальный коэффициент линейного расширения. Соответственно, когда происходит сварка, даже высокая температура не позволяет снизить напряженность. Именно этот момент обуславливает и еще одну проблему: зачастую в процессе сварки может произойти смена знака напряжения. Это влияет на напряжение сплавляемой зоны, значит, стык становится слабее, что, конечно, пагубно отразится на его качестве. Именно поэтому обычно разнородные стали не обрабатываются высокими температурами.
Технология сварки таких сплавов заключается в том, чтобы по максимуму избежать образования трещинок на поверхности и внутри шва. При этом идет контроль над структурой металлов и их химическими составляющими. Если эти моменты соблюдаются, то коэффициент расширения будет на одном уровне, главное, структура будет сохранять свою однородность в месте плавления.
Вернуться к оглавлению
Состав проволок, предназначенных для сварки разнородных сталей.
Если в работе задействованы перлитные металлы, то при сварке необходимо использовать материалы, предназначенные для низколегированной стали. В таком варианте необходимо выбирать схему сварочных работ и температуру нагрева ту, которая приемлема для марки стали с наиболее высоким показателем легированности.
Если необходимо работать с мартенситными, хромистыми, ферритно-аустенитными и просто ферритными материалами, то используют расходные материалы из ферритно-аустенитного класса. Это позволит создать стык без прослоек и трещин, при этом будет иметь место мелкая структурная сетка. В такой сварке используется рабочая температура в пределах 700-750 градусов.
Специалисты рекомендуют использовать в сварочных работах с такими сталями и сплавами, материалы из соотношения Cr/Ni.
Когда показатель будет превышать единицу, то в работу включают аустенитно-ферритные материалы, чтобы снизить риск возникновения трещин. В случае когда показатель меньше, средства выбираются для аустенитной и аустенитно-карбитной стали, чтобы была возможность сохранить однородность структуры.
Вернуться к оглавлению
Следует знать, что если работать с ферритной и аустенитно-ферритной, перлитной и мартенситной, а также высокохромистой сталью, следует быть аккуратным, так как в таком процессе достаточно часто возникают такие проблемы, как холодные трещины и прослойки.
Чтобы повысить качество шва, нужно пользоваться перлитными электродами, которые применяются в ручной сварке. Как альтернативный вариант подойдет и проволока под флюсом. Только в таком случае шов получится пластичным и будет долговечным, так как в нем будет минимум хрома. Рабочая температура такая же, как и в высоколегированных сталях.
Обычно в работе с такими сплавами и металлами термообработка не применяется. А ведь это пагубно влияет на долговечность, поэтому лучше все же обрабатывать, но на минимальном показателе, который не допустит образования прослоек.
На самом деле работа с разными металлами достаточно сложна, поэтому, если есть необходимость сварить важную деталь, лучше потренироваться на ненужных деталях, а уже затем приступать к основной работе.
expertsvarki.ru
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Как сварить нержавейку с черной сталью
О сварке однородных металлов сказано много, и, по большому счету, все сложности состоят непосредственно в технике выполнения работ. Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Как сварить нержавейку с обычной сталью
Данный тип сварки имеет ряд специфических особенностей, которые следует учитывать в работе:
- Теплопроводность нержавейки в несколько раз ниже, чем обычной черной стали. Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
- Нержавейка имеет значительно больший коэффициент сопротивляемости к постоянному току, нежели черная сталь. По этой причине использование электродов с высоколегированной сталью чревато перегревом последних. Для предотвращения любых негативных последствий рекомендуется использовать электроды не более 350 мм в длину.
- При проведении сварки и после осуществления работ необходимо учитывать высокий коэффициент расширения. То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
- Сварка разнородных металлов имеет побочный эффект в виде повышения восприимчивости получаемого изделия к коррозии. Для этого эффекта даже существует специальный научный термин – межкристаллитная коррозия. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
Как сварить нержавейку с черным металлом
Для охлаждения сварного шва используют обычную воду, особенно в тех случаях, когда сварка осуществляется со сплавами хрома и никеля. Сварить нержавейку с черным металлом можно различными способами. Наиболее распространены три вида:
- Аргонная сварка. В данном случае используется нержавеющая проволока.
- Вольфрамовые электроды.
- Покрытые электроды.
Использование среды инертных газов (зачастую используют аргон) позволяет создать качественное соединение. В противном случае шов при соприкосновении с воздушной средой может стать чрезвычайно хрупким. Как сварить нержавейку с обычной сталью с помощью аргона? Главным условием здесь является использование не только особого оборудования, но и вольфрамовых электродов.
Все, что нужно для сварки, в одном месте
Для осуществления сварки однородных или разнородных материалов любыми способами вам понадобятся специальные приспособления и расходные материалы. Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
weldingmaterials.ru
Как приварить нержавейку к обычному металлу — Ковка, сварка, кузнечное дело
Соединение деталей изготовленных из однородных металлов в плане применения электродов не вызывает особых вопросов. Однако при сваривании деталей из неоднородных металлов к вопросу подбора марки электрода для создания качественных соединений необходимо подходить более осторожно и внимательно. Например, сварщикам часто приходится решать вопрос, как приварить нержавейку к обычному металлу и обеспечить при этом качественный надежный шов.
Особенности сварки нержавеющей стали к обычному металлу
- Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
- Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого. При полуавтоматической сварке реально добиться 20-30% смешения (доля в шве основного металла).
- Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.


Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.
kovka-svarka.net
www.samsvar.ru