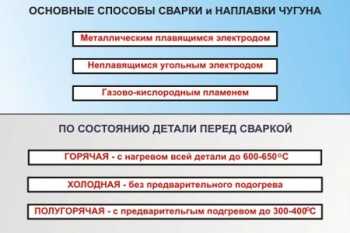
Как варить чугун электросваркой, сварка чугуна в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера — самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.- Содержимое:
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности — дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
 Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).- Сварочные работы — чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.
 Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 — имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 — для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
 В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:- С использованием инертного газа — метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
- Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.
- Формовка деталей — обрабатываемая поверхность заключается в специальную графитовую форму для исключения вытекания металла во время его термической обработки.
- Сварка — проходит с использованием литых электродов. Предварительно деталь нагревают до температуры от 300° до 650° градусов. Допускается применение порошковой проволоки с присадкой стержня из керамики.
- Охлаждение.
 Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.
Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов — обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока — это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
 Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель — растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь — из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 — для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 — используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 — проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке — еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами — к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 — эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 — эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 — наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды
- перчаток
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
stroy-plys.ru
Сварка чугуна: технологии и особенности металла
Оглавление:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия. Данный процесс имеет некоторые трудности и сложности, которых можно избежать только при условии, если будет изучена правильная технология сварки.

Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.

Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.

Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.

При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.

Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.

Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.

Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
osvarka.com
Как варить чугун инвертором — Сварщики! Можно ли приварить чугун к металлу трансформатором? — 22 ответа
Как приварить чугун к стали
В разделе Техника на вопрос Сварщики! Можно ли приварить чугун к металлу трансформатором? заданный автором Европеоидный лучший ответ это Как показывает практика, сварить можно практически всё : бронзу с чугуном, алюминий со сталью и т. д. Ваша хрень — относительно небольшая по размерам. Если шов — достаточно ответственный, рассмотрите возможность отвезти её опытному сварщику-аргонщику. Плазменная сварка даст ещё лучший результат. Можно сварить и электродом — но рабочая нагрузка на шов при этом должна быть относительно небольшой.
tergena
Гений
(56652)
Вы бы прежде чем умничать, хотя бы по интернету тему пробили.
• CU 114/КУПРУМ 114
Основной электрод для сварки бронзы (медь-олово 6-8%), латуни и т.п. Рекомендуется варить переменным током, но также можно использовать постоянный ток («+» или «-»). Предназначен для ремонта бронзового литья, поверхностей из латуни, для сварки бронзы с чугуном и сталью.
Диаметры электродов: Ø 3,2
Это — сварка электродом. Аргонно-дуговая и плазменная и не такие чудеса делают.
Nobitec 515
Основной электрод для сварки бронзы (медь — олово 6 — 8%), латуни и т.п. Предназначен для ремонта бронзового литья, поверхностей из латуни, для сварки бронзы с чугуном и сталью. Высокая противокоррозийная устойчивость в морской воде.
А если Вы варите всю жизнь уголок 70 — так варите и дальше — Вам никто не мешает.
Привет! Вот подборка тем с ответами на Ваш вопрос: Сварщики! Можно ли приварить чугун к металлу трансформатором?
Ответ от Простукать[новичек]
нет
Ответ от сергей корчинский[мастер]
Если быть точным и чугун и сталь -это металлы. Сварить можно .если предварительно сильно прогреть чугун. Но это будет весьма хлипкая конструкция.
Ответ от Александр[гуру]
Отвечаю именно так, как был задан вопрос…
Нет, нельзя приварить чугун…
Причина простая и понятна третьекурснику технологического ВУЗа… (А ведь не надо было прогуливать лекции… )
Чугун есть переплав металла (железо) , а вот сталь- это производное от чугуна и добавок других элементов и даже при иной температуре. То есть это есть искусственное состояние железа, как природного элемента (продукта жизнедеятельности именно Солнца и остатков после взрыва сверхновой в окрестностях нашей Звезды совсем недавно… около 4…5 миллиардов лет назад. Пока что теория ничего другого для объяснения мироздания не предлагает…
А там, кто его знает…
Так вот Практика показывает, что не удаётся «приваритиь» чугун к стали…
Это так же безнадёжно, как попытка приварить металл к пластмассе
Технолог Вам нужен…
он бы сразу ВАм и объяснил бы разницу в свойствах материалов и в их режимах эксплуатации.
Ответ от худосочие[гуру]
Чугун не вариться Механически крепи.
Ответ от Белый Олег[гуру]
При сварке чугуна и железа при остывании из-за разного теплового расширения по шву формируются микротрещины, которые снижают прочность шва и часто детали сразу разваливаются.
Ответ от Неизвестно[гуру]
Не стоит.. лучше прикрутить
Ответ от Schlosser[гуру]
электрод ЦЧ-4. ссылка
а вообще можно если не ответственная железяка обмотать уонии медной проволокой плотненько так, топорненько правда))
Ответ от Александр мельников[новичек]
сварить можно хрупкая хрень получиться
Ответ от Марат Сунагатуллин[гуру]
электродами УОНИЙ лучше постояным током
переменкой тоже можно
хрупко будет правда и если разломится разлом пойдёт по чугуну у шва
Ответ от Ёофья Иванова[гуру]
Ну, слава Богу! А то я уже решила, что мужикики настолько отупели, что пытаются варить трансформатором…
22oa.ru
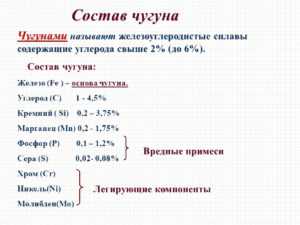
технология, электроды и присадочная проволока
Чугуном называют сплав железа с углеродом. В отличие от стали, чугун более пористый, хрупкий, твердый, теплопроводность и коэффициент температурного расширения чугуна меньше. На этих свойствах основано его применение. Чугун повсеместно применяется при изготовлении литых изделий, которые должны обладать достаточной прочностью, термостойкостью и постоянством формы и размеров. Это различные шкивы, ролики, коррозионностойкие трубы, коллектора.
Из-за хрупкости чугуна нередки случаи откалывания выступающих элементов деталей или просто раскалывание изделий. При ремонте таких повреждений с успехом могут быть использованы сварочные работы.
Свойства чугунных сплавов
Содержание углерода в чугуне превышает 2,14%. Это как раз пограничное состояние перехода углерода в форму аустенита, то есть в состояние, когда при концентрации меньше, чем указана выше, он растворен в железе. Такое явление используется при изготовлении сталей.

В чугуне же углерод находится в виде мельчайших нерастворенных частиц, которые обуславливают его твердость и износостойкость, а также невосприимчивость к воздействию агрессивных сред.
Существует несколько разновидностей чугуна в зависимости от химического состава – белый, серый, высокопрочный и ковкий.
Белый практически не поддается обработке режущими инструментами в силу своей твердости и хрупкости. Из него отливают уже готовые чугунные детали, которые не нужно обрабатывать.
Серый чугун очень хорошо переносит статические нагрузки, износостоек, но плохо работает на растяжение и сопротивляется ударам. Такой чугун сваривается лучше всех остальных.
Высокопрочный чугун, как следует из названия, используется в нагруженных конструкциях.
Ковкий чугун допускает создание упрочненного наружного слоя на поверхности деталей, позволяющего чугуну такого типа воспринимать значительные изгибающие нагрузки.
Трудности сваривания
 Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Из-за химического состава чугуна, при плавлении он становится очень текучим. Это препятствует созданию однородного шва, так как металл при длительном нагревании стремится вытечь из сварочной ванны.
Ввиду малой пластичности чугуна и низкой по сравнению со сталью температурой плавления, возможны растрескивания материала при быстром остывании после воздействия электрической дуги.
Наличие большого количества углерода, который выделяется при нагревании и взаимодействует с кислородом, содержащимся в воздухе, способствует образованию больших пор в зоне сварки, отчего шов получается неоднородным и имеет малую сопротивляемость при нагрузке на изгиб.
Зная эти особенности, можно организовать работу по сварке с таким расчетом, чтобы получить сварочный шов удовлетворительного качества. Чтобы устранить последствия текучести материала, под стык свариваемых деталей подкладывают графитовые пластины, которые препятствуют вытеканию расплавленного чугуна при случайном прожигании.
После окончания сварки стыка, материалу нельзя давать быстро остыть. Особенно актуально это требование при сварке чугуна и стали, когда, например, к чугунным радиаторам приваривают стальные патрубки. Сталь остывает быстрее и поэтому, чтобы уравнять скорость остывания двух соединяемых деталей, стальную засыпают углем или песком, чтобы она дольше сохраняла тепло.
Третья проблема может быть решена применением сварки в среде инертных газов. Можно варить чугун электросваркой с использованием, например, углекислого газа, который вытесняет воздух из сварочной ванны. Допускается использовать смесь углекислого газа с аргоном в пропорции ¼.
Три способа
Соединение деталей из чугуна может производиться, в зависимости от назначения тремя способами:
- холодным;
- полугорячим;
- горячим.
Холодный способ применяется при сварке неответственных соединений, наварки металла на изношенные или истертые поверхности чугуна. Сварка производится при температуре окружающей среды, при этом скорость сварки должна быть достаточно высокой, чтобы не допускать перегрева стыка и последствий при его быстром остывании. Такой способ доступен для использования в быту, без применения дополнительного оборудования.
Полугорячий способ применяется при сварке деталей, которые впоследствии должны испытывать механические нагрузки. Суть способа в том, что деталь предварительно подогревается до температуры 300-350 °C, а это возможно только в специализированных печах. Это позволяет чугуну легче «адаптироваться» к высокой температуре дуги. В результате снижается количество трещин в околошовной зоне.
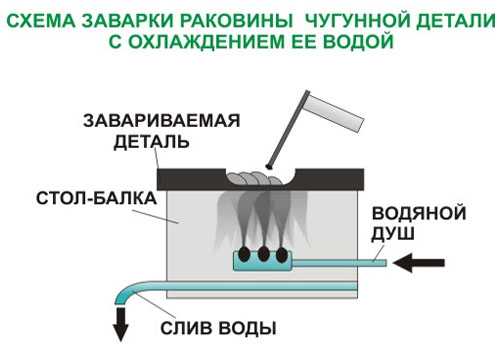
В случае горячего способа заготовки для сварки подогревают до температуры около 600 °C. Для такого нагрева используют аппараты, создающие индукционные токи. Температура контролируется при помощи приборов.
При достижении необходимого значения температуры производится сварка деталей, после чего их оставляют для остывания, засыпав горячей золой. Процесс остывания может длиться несколько часов. Продолжительность зависит от марки и толщины свариваемого материала.
Технические приемы
 В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
Для сварки можно использовать практически любые полуавтоматы, позволяющие использовать сварочный ток, необходимый для плавления чугуна, но не допускающий проплавлений и вытеканий.
Величина сварочного тока колеблется в пределах 90-110 Ампер. Скорость, с которой подается сварочная проволока, настраивается экспериментально. Как правило, она сходна со скоростью подачи при сварке сталей.
Подготовка деталей
Перед началом работ обязательно нужно подготовить поверхности соединяемых кромок. Для этого их очищают от грязи и пыли, обезжиривают. Для обеспечения большей глубины проваривания, с кромок снимается фаска. Края фаски необходимо закруглить.
Если возникла необходимость заварить трещину, ее нужно «разделать» по всей длине, чтобы увеличить площадь соприкосновения детали со сварочным материалом. Это можно сделать шлифмашиной с отрезным абразивным кругом для работ по металлу. Перед сваркой концы трещины необходимо засверлить, чтобы при нагреве она не разошлась еще на большую длину.
Как делать шов
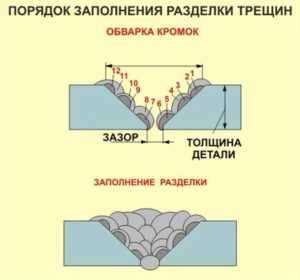 Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
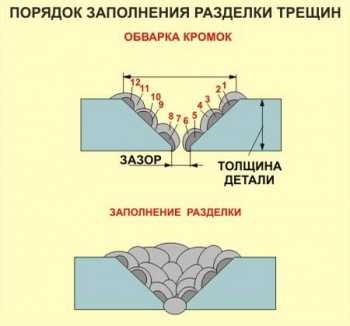
Начинать сварку надо с середины стыка и произвести короткий шов, за тем отступив на некоторое расстояние от него, сделать еще два шва с обеих сторон первого. Если стык достаточной длины, необходимо таким же образом сделать еще несколько коротких швов. Затем провариваются участки между наложенными швами.
Первый шов при сварке деталей большой толщины накладывается посередине стыка, практически без осуществления поперечных движений электродом. Далее, по краям первого шва накладываются второй и третий.
Если толщина детали еще позволяет наложение швов, накладывается четвертый шов посередине, сверху второго и третьего, а позже, после остывания, накладываются пятый и шестой швы справа и слева от четвертого. Указанная последовательность швов применяется и далее, если необходимо произвести еще швы при достаточно большой толщине соединяемых заготовок.
Применяемые материалы
Когда необходимо соединить заготовки способом электросварки, применяются специальные электроды для сварки чугуна, в обмазке которых должен обязательно присутствовать ферросилиций.
Этот материал позволяет добиться однородности шва при сварке серого чугуна. При достаточной квалификации сварщика удается получить шов, который можно будет механически обработать, придавая ему более привлекательный вид.
Наиболее распространены следующие марки электродов:
- ЦЧ-4 – используются чаще других. Благодаря особым компонентам, способным вступать в реакцию с углеродом, при которой возникают карбиды, не растворяемые в железе, покрытие этих электродов позволяет получить качественный шов;
- ЦЧ-3А – электроды из стальной проволоки с нанесенным на нее фтористокальциевым покрытием. Благодаря этому покрытию получается прочный сварочный шов без трещин;
- ЭМЧС – электроды, производимые из стальной низкоуглеродистой проволоки с трехслойным покрытием из легирующего, газозащитного и шлакоформирующего слоя. Такие электроды применяют для сваривания чугунных деталей небольшой толщины (до 10 миллиметров).
 При сваривании чугуна в среде инертных газов или неплавящимися электродами допускается применение проволоки для сварки чугуна, марки которой обозначаются ПП АНЧ-1, ПП АНЧ-2, ПП АНЧ-3.
При сваривании чугуна в среде инертных газов или неплавящимися электродами допускается применение проволоки для сварки чугуна, марки которой обозначаются ПП АНЧ-1, ПП АНЧ-2, ПП АНЧ-3.
Каждый вид проволоки предназначен для одного из способов сварки – холодного, полугорячего или горячего. Проволока выполнена в виде полой металлической трубки, внутри которой находится флюс. Такая проволока позволяет производить полноценные швы, не уступающие по прочности чугуну, из которого состоят соединяемые детали.
При правильно выбранном способе сварки и достаточной квалификации сварщика, поврежденные чугунные изделия можно восстановить, практически без ущерба их прежнему состоянию, и эксплуатация их возможна в течение длительного времени.
svaring.com
Cварка чугуна электродом в домашних условиях
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
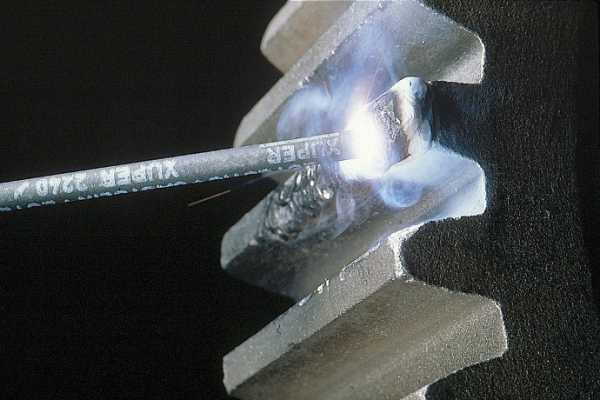
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
ЦЧ-4;
МНЧ-2;
ОЗЧ-2;
ОЗЖН-1.
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Марка электродов | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А |
МНЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 210-230 |
ЦЧ-2 | 3 / 65-75 | 4 / 90-120 | 5 / 130-140 | 6 / 220-240 |
ОЗЖН-1 | 3 / 100-120 | 4 / 130-140 | 5 / 160-180 | 6 / 220-250 |
ОЗЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 220-230 |
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.
Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Сварка чугуна — простые способы решения проблемы
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
wikimetall.ru
Технологические особенности сварки чугуна и стали
Активное использование чугуна как конструкционного материала обусловлено его особыми литейными свойствами, легкостью обработки и небольшой стоимостью производства продукции из него. Но наряду с износостойкостью, надежностью работы при высоких температурах и переменных нагрузках данный материал отличается невысокой свариваемостью. Это объясняется способностью образовывать трещины в швах в ходе сварки чугуна и сталей, что обусловлено снижением пластичности в зоне шва с повышением скорости охлаждения. Сварные соединения могут давать трещины металла не только из-за неравномерности охлаждения или нагрева, что характерно в термической части сварки чугуна. Этому могут также способствовать жесткость свариваемых деталей и литейная усадка металлов в шве.
Особенности горячей сварки чугуна
Трудности в технологии сварки чугуна способствуют созданию множества разновидностей его сварки, но ни один из методов не может быть применим абсолютно для всех встречающихся на практике случаев. Поэтому к сварке чугуна со сталью прибегают лишь в ходе устранения мелких недостатков в отливках и производства работ по ремонту. Наибольшее применение имеют следующие популярные способы сварки чугуна: холодная (без использования предварительного нагрева) сварка, горячая сварка (с обязательным предварительным нагревом) и пайкосварка.
Горячую сварку считают наиболее совершенным и качественным методом дуговой сварки чугуна. Ее производство включает подготовку для сварки заготовок, их предварительный подогрев, непосредственное сваривание и охлаждение детали после сварки.

Подготовительные операции выполняются с учетом типа неисправности изделия, разновидностей имеющихся дефектов литья. Существующие трещины на концах засверливают, а раковины с прочими дефектами до сварки разделывают. Подготовленные свариваемые детали соединяют, прихватив по кромкам. Их хорошо очищают от загрязнений, масел и ржавчины при помощи пламени сварочной горелки либо металлической щетки.
Подготовленные заготовки подвергают предварительному нагреванию, температуру которого выбирают, исходя из параметров деталей, свойств чугуна, количества наплавляемого металла, а также жесткости конструкции. Нагрев всего изделия проводят в газовых либо электропечах, а если это невозможно – в особых горнах, термопечах или ямах.
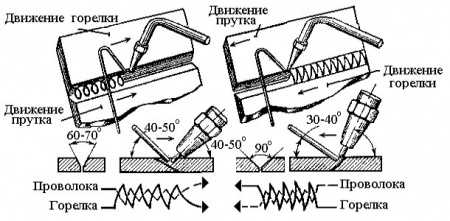
Газовую сварку чугуна проводят с помощью нормального пламени либо с незначительным излишком ацетилена. Первоначально пламя горелки направляется практически вертикально, а потом постепенно доводится до нужного угла, который выбирается, исходя из толщины заготовок, подлежащих сварке. Пламя располагается в нескольких миллиметрах от поверхности свариваемой детали. Наконечник для горелки, обеспечивающий требуемую подачу ацетилена, берется с учетом толщины соединяемых материалов. В виде присадочного материала используют пруток из чугуна.

В проведении горячего вида сварки чугуна аргоном стоит учесть довольно резкий его переход от жидкого состояния к твердому. При этом поверхность сварочной ванны покрывается пленкой из оксидов, препятствующей удалению газов из расплава металла. Чтобы ее устранить рекомендуется часто перемешивать жидкость сварочной ванны с помощью присадочного прутка.
Еще на повышение качества процесса сварки стали, чугуна влияют особые флюсы, удаляющие окислы, и замедляют охлаждение. При этом пламя горелки уводят от поверхности сварки, а направленный металл нагревают две минуты. Массивные заготовки с целью сокращения внутреннего напряжения нагревают вторично с дальнейшем их охлаждением одновременно с печью.
Холодная сварка
Холодной сварку для чугуна называют в случае, когда свариваемое изделие не подвергается общему подогреву до высокой температуры. При этом нагревается только зона сварки с кромками до температур, зависящих от толщин стенок и габаритов изделий.
Такая сварка позволяет получать швы достаточных прочности с вязкостью, но совсем исключить появление закалочных участков в зоне сварки не удается. При этом можно лишь при помощи многопроходной сварки чугуна электродами с разными свойствами на небольшом токе уменьшить размеры закаленной прослойки. Применяют холодную сварку в ситуациях, когда экономически невыгодно или сложно провести этот процесс с подогревом. Как правило, это касается изделий больших габаритных размеров при опасности возникновения значительного внутреннего напряжения и коробления.

Холодной сварке подвергают чугун с помощью стальных, медно-никелевых, медно-железных или аустенитных чугунных электродов. Широко используется при заварке трещин ручная сварка электродами из цветных металлов на основе меди. А электроды из сплавов с никелем применяют для удаления дефектов, требующих улучшения обрабатываемости сварного соединения с сохранением цвета основного металла. Мелкие поверхностные изъяны нередко устраняют сваркой чугуна полуавтоматом с электродами, имеющими карбидообразующее покрытие.
Технология газовой сварки
Газовую пайкосварку относят к процессам с низкой температурой из-за того, что обычно кромки соединяемых деталей не нагреваются до температур расплавления. При этом присадочный металл имеет более низкую, чем у основного, температуру расплавления. Пайкосварка представляет собой промежуточный процесс, содержащий и пайку, и сварку. Он служит пайкой в отношении к соединяемым кромкам чугунного изделия, заполняющей припоем всю их разделку.

Производится пайкосварка с помощью ацетиленокислородного пламени с использованием припоев – прутков из латуни либо чугуна. К особенностям сварки чугуна этим методом стоит отнести раздельное, независимое нагревание флюсов, основного металла и присадочных.
До начала пайкосварки изделие разогревается с помощью печи, а для небольших габаритов – в пламени газовой горелки. Затем подготовленные к обработке кромки обжигают этим пламенем в присутствии кислорода для удаления с их поверхности графита. Подогретые кромки обсыпают флюсом и сваривают. От действия пламени с флюсами жидкий припой покрывает кромки и заполняет собой пустоты в металле, обеспечивая прочное соединение.

promplace.ru